Skip to content
Skip to content 
SMED z języka ang. Single Minute Exchange of Die czyli szybkie przezbrojenie bądź przezbrojenie w jednocyfrowej liczbie minut. SMED jest jednym z kluczowych narzędzi metodyki Lean Manufacturing, ponieważ pozwala na eliminację jednego
z najczęściej pojawiających się marnotrawstw na obszarze produkcji – przestojów.
Twórcą metodyki SMED jest Shingeo Shingo, który zapoczątkował koncepcję szybkich przezbrojeń w 1950 roku.
Narzędzie SMED pozwala na redukcję czasu przezbrojenia tym samym powoduje wzrost elastyczności systemu produkcyjnego. Im krótszy jest rzeczywisty czas przezbrojenia, tym mniejsze występują straty w oczekiwaniu na przezbrojenie i ustawienie maszyn bądź urządzenia. SMED to zarówno nazwa metody szybkiego przezbrajania, jak i metodologii osiągania czy też wdrażania tej metody.
Twórca metodyki wyodrębnił cztery podstawowe etapy organizacji procesu przezbrajania:
Etap I – analiza stanu obecnego danej komórki produkcyjnej;
Etap II – rozdzielenie wewnętrznych i zewnętrznych operacji przezbrojenia;
Etap III – przekształcenie procesów wewnętrznych w procesy zewnętrzne;
Etap IV – usprawnienie wszystkich aspektów przezbrojenia.
Główną ideą przyświecającą narzędziu SMED jest przeniesienie jak największej ilości operacji „na zewnątrz“ procesu czyli realizowanie czynności związanych z przezbrojeniem w trakcie pracy maszyny. Drugim filarem jest również fakt uproszczenia i zwiększenie efektywności realizacji poszczególnych kroków przezbrajania.

Istotą narzędzia SMED jest znacząca redukcja czasu przezbrojeń maszyn, czyli redukcja czasu wpływającego pozytywnie na wartość dodaną z perspektywy procesu i produktu wytwórczego.
Statystycznie potwierdzone jest, że w 97% badanych przypadków to nie czynniki natury technicznej determinują czas trwania przezbrojenia, lecz czynniki ściśle związane z organizacją pracy [1].
[1] Maciak J.: Redukcja czasu przezbrojenia maszyny przy użyciu techniki SMED, [w:] Konsala R. (red.), Komputerowo zintegrowane zarzadzanie, tom II, Zakopane, 2011, s.188-195.
Istotnym czynnikiem wpływającym na czas przezbrojenia jest ilość czynności i rodzaj czynności towarzyszących przezbrojeniu. Wyróżnia się dwa rodzaje czynności związanych z przezbrojeniem maszyny:
Czynności wewnętrzne – możliwe do wykonania tylko i wyłącznie podczas postoju maszyny.
Czynności zewnętrzne – takie, które można wykonać podczas pracy maszyny. Im więcej czynności zrealizowanych zostanie podczas pracy maszyny, tym większą uzyskamy dostępność czasu pracy maszyny.
Drugim ważnym elementem i istotą SMED jest zasada „jednego ruchu”, mówiąca o tym, że wszędzie gdzie to możliwe należy stosować rozwiązania, które pozwalają na montaż lub demontaż podzespołów za pomocą jednego ruchu.
Narzędzie SMED opisuje następujące kroki postępowania:
Krok 1: Analiza bieżącego procesu przezbrajania
Pierwszy i jeden z najważniejszych kroków SMED, odnosi się do wykonania pełnej analizy bieżącego stanu procesu przezbrojenia. Jest to tzw. krok zerowy dla metodyki, ze względu na fakt, że w kroku tym nie implementowane jest fizyczne usprawnienie przezbrajania a wykonywany jest klasyczny przebieg procesu przezbrojenia. Etap ten skupia się na dogłębnej analizie poszczególnych kroków w procesie przezbrojenia – moment po momencie.
Na pełny krok 1 składają się z 3 operację składowe:
- Dokładne nagranie wideo pełnego procesu przezbrojenia maszyny od momentu wyprodukowania ostatniej sztuki do momentu wyprodukowania sztuki pierwszej po przezbrojeniu.
- Analiza wideo procesu przezbrojenia w zespole interdyscyplinarny oraz rozpisanie wniosków, wąskich gardeł oraz miejsc potencjalnie mogących być usprawnione.
- Analiza danych i podjęcie decyzji na temat wprowadzenia możliwych usprawnień.
Efektem analizy bieżącej procesu przezbrojenia są:
- Karta standardowego przebiegu przezbrojenia;
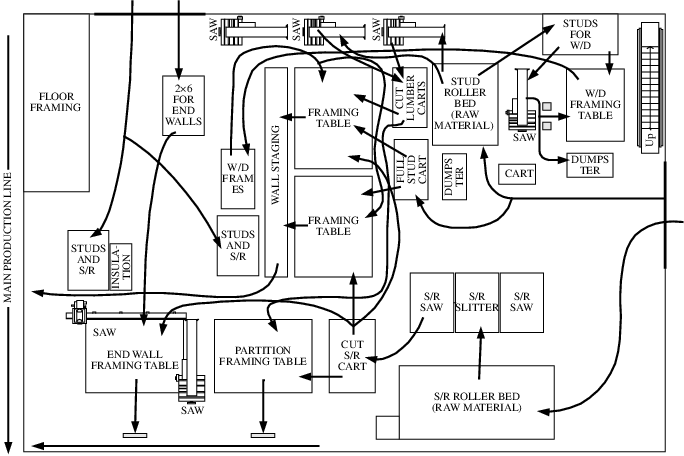
- Diagram spaghetti – analiza ruchów operatora;
- Materiał wideo.
Krok 2: Przezbrojenia wewnętrzne i zewnętrzne
Kolejnym krokiem narzędzia SMED jest rozdział operacji w przezbrojeniu na operację zewnętrzne i wewnętrzne. W tym miejscu warto przypomnieć, że:
Operacje wewnętrzne – możliwe do wykonania tylko i wyłącznie podczas postoju maszyny.
Operacje zewnętrzne – takie, które można wykonać podczas pracy maszyny. Im więcej czynności zrealizowanych zostanie podczas pracy maszyny, tym większą uzyskamy dostępność czasu pracy maszyny.
Istotnym punktem jest również wypisanie potencjalnych typów marnotrawstw zaobserwowanych podczas procesu przezbrojeń. Do potencjalnych marnotrawstw zaliczyć można:
- Poszukiwania narzędzia do przezbrojenia;
- Brak narzędzi do przezbrojenia;
- Oczekiwanie na decyzję dotyczącą możliwości wykonania przezbrojenia;
- Brak standardu stosowanych narzędzi i konieczność wykorzystania innych narzędzi i elementów złącznych.
Wśród technik, wspomagających wdrożenie tego etapu SMED wyróżnić należy karty kontrolne, kontrolę funkcjonalności oraz odpowiedni transport części i narzędzi do przezbrojeń. Karta kontrolna (ang. checklist) stanowi formularz zawierający informacje o wszystkich składnikach niezbędnych do poprawnego przeprowadzenia przezbrojenia. Należą do nich:
- wykaz pracowników przeszkolonych i uprawnionych do wykonania przezbrojenia,
- wykaz narzędzi, przyrządów i materiałów do przezbrojenia,
- wartości nastaw na przezbrajanej maszynie lub procesie,
- wykaz procedur i instrukcji do zastosowania.
Krok 3: Transformacja procesu przezbrojenia
Najważniejszym celem kroku 3 jest transformacja pierwotnego procesu przezbrojenia w proces zmodyfikowany na bazie wniosków z uprzedniej pełnej analizy procesu. Istotnym narzędziem w tym kroku jest standaryzacja, która pozwala na zachowanie i utrzymanie nawyków związanych z nowy procesem po transformacji.
Krok 4: Usprawnienie przezbrojeń
Zgodnie z metodyką ciągłego doskonalenia nowych proces przezbrojenia jest potencjalnym kandydatem do dalszych mniejszych usprawnień. W tym miejscu bardzo praktycznym narzędziem pomocnym jest Kaizen.
Również popularna w walce z brakami kadrowymi z perspektywy operacyjnej, automatyzacja i robotyzacja parku maszynowego może zaliczać się jako potencjalne usprawnienie, które należy dostosować do kolejnego procesu.
Jaki przykład z praktyki można połączyć z narzędziem SMED? Gdzie występuję? Czy są tutaj fani wyścigów formuły 1? Tak, to właśnie obsługa pit-stopów charakteryzuje się ultra-szybkimi przezbrojeniami gdzie po wjeździe kierowcy po niekiedy 3 sekundach, tak trzech sekundach kierowca cieszy się z pełnego napełnienia baku paliwem, z wymienionych opon oraz z prostszych naprawek mechanicznych. Jednym słowem, można? Oczywiście, że tak.